








distillation column reactor for alcohol
2025-12-08
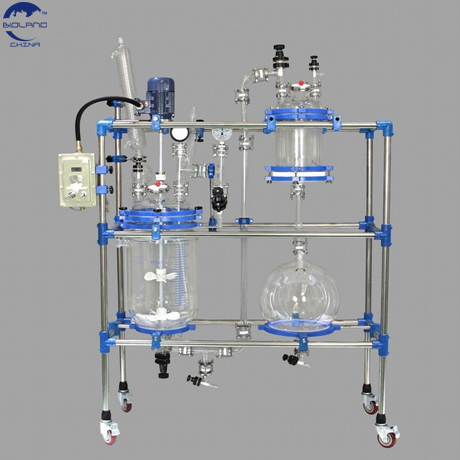
Distillation column tower reactors can be used for the synthesis and purification of alcohol (such as ethanol) by coupling catalytic reactions and distillation separation on the tray, achieving efficient continuous production and supporting catalyst replacement during operation to maintain optimal operating conditions.
Distillation column reactor "is a device that integrates chemical reactions with distillation separation, and has potential applications in the synthesis of alcoholic substances such as ethanol and methanol. It can complete reaction conversion and product separation in the same device, improving efficiency and reducing energy consumption.
Working mechanism and advantages of distillation column reactor for alcohol
This distillation column reactor for alcohol system usually fills the tray with catalyst to allow the reactants to react between the rising vapor and the falling liquid, while achieving component separation.
Specifically, certain designs allow for catalyst replacement without shutting down, thereby maintaining continuous and stable operation:
The catalyst is loosely supported on the sieve or filter material on the tray and immersed in liquid.
The rising vapor suspends the catalyst particles in the liquid phase, forming a slurry environment that is conducive to the reaction.
The liquid containing catalyst can be extracted to an external separator through a dedicated drainage pipeline.
Complete the recovery or regeneration of old catalyst in the separator, and then add fresh catalyst back into the tower.
This feature significantly reduces downtime and helps maintain optimal operating conditions

50L Solid phase double-layer glass reactor for peptide synthesis Pyrolysis reaction
Related News
MORE >-

What are the characteristics of pilot plant glass reactor used in chemical and pharmaceutical industries?
chemical reactor,reactor in chemical plant,batch chemical reactor ,chemical reactor plant,glass reactor vessel ,jacketed reactor vessel
-

Common Troubleshooting Methods for chemical glass reactor
batch glass reactor,lab glass reactor ,jacketed glass reactor,100 liter glass reactor,jacketed reactor vessel
-

Chemical synthesis glass reactor selection guide
chemical synthesis reactor,chemical glass reactor, 50L Chemical Glass Reactor, Agitated Nutsche Filter Jacket Reactor




Consultation