







- Home
- >
- Products
- >
- Extraction
- Multi-functional Extraction Concentration Equipment



plant extraction equipment
plant extraction equipment,Plant extraction and concentration equipment
plant extraction equipment,vacuum concentrate system
Product Detail
Plant extraction and concentration equipment is a key equipment for industrial production of natural products, which is used to efficiently separate and enrich active ingredients (such as tea polyphenols, essential oils, flavonoids, anthocyanins, etc.) from plant raw materials such as traditional Chinese medicine, flowers, fruits and vegetables, and remove water or solvents to obtain high concentration extraction1. Its development is closely related to the demand for green manufacturing and protection of thermosensitive ingredients, especially widely used in the fields of food, cosmetics, health products, and pharmaceuticals
The plant extraction and concentration equipment has moved from a single function to the integration of multiple technologies such as ultrasonic enhancement, vacuum concentration, and membrane separation. Its core value lies in improving the extraction rate, reducing energy consumption, ensuring the activity of thermosensitive components, and meeting the requirements of green production and compliance certification. When selecting, it is necessary to clarify the type of raw materials (such as prioritizing ultrasound for essential oils and membrane technology for proteins), production capacity (laboratory/pilot/mass production), and regulatory standards (GMP/FDA)
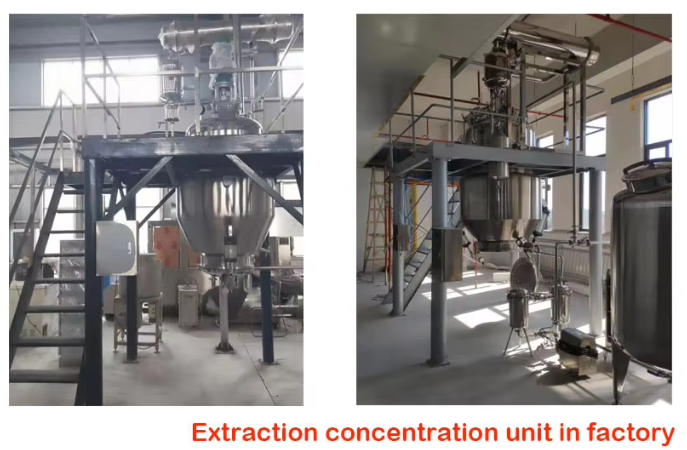
Equipment Introduction
Plant extraction and concentration equipment is a specialized device used to separate effective ingredients from natural plants (such as Chinese herbs, fruits and vegetables, spices, etc.). Through processes such as extraction, filtration, and concentration, high-purity extracts (such as essential oils, saponins, polysaccharides, etc.) are finally obtained. The equipment usually includes modules such as extraction tanks, condensers, oil-water separators, concentrators, membrane separation systems, etc., supporting various processes such as water extraction, alcohol extraction, solvent recovery, etc.

key parameters
The equipment parameters are highly customized, but common basic indicators are as follows (taking small and medium-sized laboratories/pilot units as an example):
Volume specification: 5L-1000L (common experimental types are 10-100L, such as ZN-100 liquid tank volume adaptation teaching and research and development);
Working pressure: jacket pressure 0.25-0.95MPa, vacuum degree -0.05-0.09MPa;
Temperature control: adjustable from room temperature to 100 ℃, with low-temperature concentration (<60 ℃) as standard;
Material standard: 304/316L stainless steel, the entire system complies with GMP and FDA requirements for food contact materials
Core advantage
Efficient and energy-saving: The energy consumption of membrane concentration technology is only 20% of traditional evaporation, and the hot reflux design reduces solvent loss by 30-50%.
The activity of the ingredients is retained in a low-temperature/vacuum environment to avoid deactivation of thermosensitive substances (such as vitamin C and enzymes), resulting in a 50-500% increase in extraction rate.
Automation and Environmental Protection: The PLC control system enables fully enclosed operation, with a solvent recovery rate of over 95% and an 80% reduction in wastewater emissions.
Multi functional adaptation: compatible with water extraction, alcohol extraction, essential oil extraction and other processes, modular design supports customization (from laboratory to industrial scale).
Industry technology trends
Integration: Extraction concentration drying integrated production line reduces intermediate pollution.
Green process: Membrane technology replaces high pollution chemical clarification methods and complies with FDA/EU standards.
Intelligent control: Real time monitoring parameters of the Internet of Things, optimizing energy efficiency and quality control
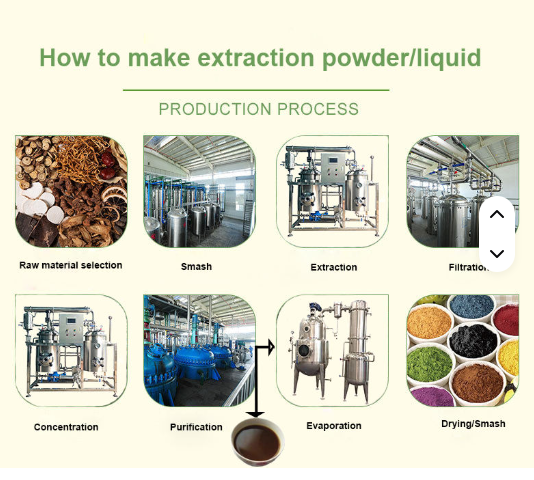
1. Extraction process
Hot reflux extraction: Plant raw materials and solvents (water/ethanol) are heated in an extraction tank, and the effective ingredients are dissolved. The steam is condensed and refluxed into the tank, forming a dynamic cycle to improve extraction efficiency.
Ultrasonic assisted extraction: Utilizing the cavitation effect of ultrasonic waves to destroy plant cell walls and accelerate component release, suitable for thermosensitive substances such as anthocyanins and volatile oils.
Volatile oil collection: The volatile components during the extraction process are recovered through an oil-water separator to achieve the separation of essential oil and extraction solution.
2. Concentration process
Vacuum depressurization concentration: Evaporate water at low temperature (40-60 ℃) and low pressure environment to avoid denaturation of thermosensitive components.
Membrane separation technology:
Ultrafiltration/nanofiltration membrane: intercepts large molecule impurities (proteins, colloids), passes through small molecule active ingredients, and improves purity.
Reverse osmosis membrane: removes moisture at room temperature, with a concentration ratio of over 10 times, and reduces energy consumption by 80% compared to traditional evaporation

Main application areas
Pharmaceutical and Health Products
Extraction and refinement of active ingredients in Chinese herbal medicine, such as chlorogenic acid and ginsenosides.
Concentrate functional ingredients (such as saponins from Gynostemma pentaphyllum and stevia).
Food and Beverage
Natural pigments (anthocyanins), clarification and concentration of fruit juice.
Plant protein separation and purification (soy peptides, cereal proteins).
Cosmetics and essential oils
Low temperature extraction of essential oils from plants such as roses and lavender.
Preparation of pure dew and fragrant perfume.
Environmental Protection and Resource Utilization
Recovery of organic solvents from waste residue extraction to reduce processing costs








Consultation