









ultrasonification for 100l scale
ultrasonification for 100l scale ,100L ultrasonic reactor
ultrasonification for 100l scale,100L ultrasonic extractor,Advanced-Ultrasonic-Reactor-for-Hemp-Oil-Nanoemulsion-and-Cell-Pulverization
Product Detail
The ultrasonic processing reactor or ultrasonification for 100l scale is primarily applied in pilot-scale amplification and industrial production across fields such as chemical engineering, pharmaceuticals, food, and biological extraction. Its core function is to achieve efficient dispersion, extraction, reaction, or homogenization of materials through the cavitation effect of ultrasonic waves.
You can refer the 100L glass reactors video :https://youtu.be/y9l0Km4IOlo

Working principle: Industrial amplification application of cavitation effect
The core of a 100L ultrasonic reactor or ultrasonification for 100l scale is the ultrasonic cavitation effect, which converts sound energy into mechanical energy through high-frequency vibration, driving the "generation expansion collapse" cycle of liquid microbubbles, creating an extreme physical and chemical environment, and promoting the reaction process
Cavitation bubble collapse: Ultrasonic waves at 20-40kHz form micrometer sized bubbles in liquid. When the bubbles collapse instantly, local high temperatures (5000K+), high pressures (1000atm+), and strong shear forces are generated, breaking down the activation energy barrier of the reaction and accelerating molecular collisions and bond breaking/recombination.
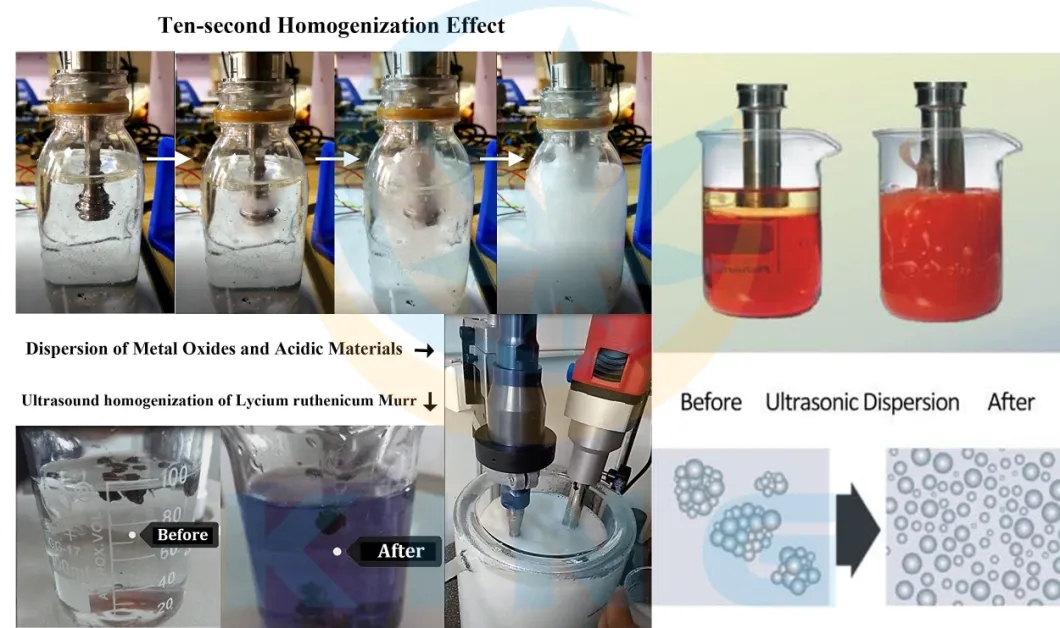
Micro jet and mixing enhancement: The micro jet generated by bubble collapse (with a velocity of up to 200m/s) impacts the reaction system, achieving molecular level mixing and eliminating mass/heat transfer limitations, especially suitable for high viscosity, multiphase (liquid-liquid/liquid-solid) reaction systems.
Free radical generation: The cavitation process breaks down water molecules/solvent molecules, producing a large number of hydroxyl radicals (· OH) and hydrogen radicals (· H) that participate in oxidation, degradation, polymerization, and other reactions, enhancing reaction selectivity.

Core structure: Suitable for industrial design of 100L scale
The ultrasonification for 100l scale is an integrated device consisting of a reaction vessel, an ultrasonic generation system, and an auxiliary control unit. Its core structure is as follows:
1. Reaction tank - Material: 316L stainless steel (mainstream, corrosion-resistant, suitable for most chemical media) or jacketed glass (visible during the research and development stage);
-Capacity: 100L ± 5%, equipped with jacket (heating/cooling medium circulation, temperature control accuracy ± 2 ℃), pneumatic slag discharge port, sampling valve;
-Sealing: Dual mechanical seal+PTFE gasket, suitable for a working pressure of 20 bar, to prevent medium leakage.
2. Ultrasonic generator system: 1-3kW power (suitable for 100L scale), frequency 20-40kHz (low-frequency strong cavitation) or 40-80kHz (high-frequency fine dispersion);
-Transducer: made of titanium alloy/lead zirconate titanate (PZT) material, embedded in the bottom or side wall of the tank, converting electrical energy into mechanical vibration (adjustable amplitude of 0.1-100 μ m);
-Matching box: Impedance matching improves energy transmission efficiency (≥ 90%) and reduces heat loss.
3. Auxiliary control unit - temperature control system: jacket circulation pump+electric heating/cooling unit, supporting multi-stage program temperature control (room temperature -250 ℃);
-Pressure system: Vacuum/pressurization device (-0.1-20bar), suitable for scenarios such as inert gas protection and vacuum distillation;
-Control system: PLC touch screen, supporting parameter setting (power, frequency, temperature, time), data recording (reaction curve, energy consumption statistics), and fault alarm (over temperature/over pressure/leakage).

Mainstream equipment types and technical parameters
Ultrasonic extraction tank (pharmaceutical/biological extraction scenario)
Representative product: Experimental ultrasonic extraction machine
Core parameters: Capacity covering 50-100L, made of 316L stainless steel material (compliant with GMP standards), equipped with double-layer tank body, pneumatic slag discharge port, ultrasonic generator embedded around the tank body, supporting dual effects of extraction and concentration (vacuum low-temperature concentration, retaining the activity of thermosensitive components)
Advantages: The extraction efficiency is increased by more than 50% compared to traditional heating extraction, the extraction cycle is shortened, energy consumption is reduced, and it is suitable for industrial extraction of Chinese herbal medicine, plant active ingredients, and biological products.
Ultrasonic Reactor (Chemical/Synthetic Scenarios)
Representative products: 100L jacketed glass/stainless steel reactor, customized continuous flow reactor
Core parameters: power range 1-3kW, frequency 20-40kHz, support jacket heating/cooling, vacuum control, some equipment integrates microwave function (ultrasound+microwave synergistic reaction)
Application scenarios: organic synthesis acceleration, nano material dispersion, biodiesel preparation, chemical reaction rate enhancement (ultrasonic cavitation can break down the activation energy barrier).
Industrial grade ultrasonic homogenizer (for food/daily chemical scenarios)
Core parameters: power 100W-3kW, frequency 20-30kHz, supports pulse/continuous dual-mode (duty cycle adjustable from 0.1-99.9%), temperature control ≤ 50 ℃ (protects thermal sensitive components)
Advantages: It can achieve simultaneous processing of raw material breaking, homogenization, and deodorization, suitable for the research and development of plant-based milk formulas, improvement of dairy quality, and stabilization of fruit juice.
Core process adaptability
Power and frequency matching
Power: For 100L scale, it is recommended to use 1-3kW (conventional organic synthesis) and 3-5kW (high viscosity/difficult to disperse systems, such as nanomaterial preparation and polymer polymerization), with a cavitation power density of 5-10W/L (to avoid insufficient cavitation or excessive damage to the reaction system).
Frequency: 20-40kHz (with high cavitation intensity at low frequencies, suitable for strong fragmentation and high viscosity systems); 40-80kHz (high-frequency cavitation bubbles are delicate, suitable for fine dispersion and thermosensitive reactions).
Temperature control and pressure system
Temperature control accuracy: It needs to support fluctuations within ± 2 ℃ (ultrasonic cavitation is prone to local temperature rise, requiring a jacket cooling/heating system balance), and the temperature control range covers room temperature -250 ℃ * * (suitable for most organic synthesis and nanomaterial synthesis scenarios).
Pressure safety: The maximum working pressure is ≥ 20 bar, equipped with automatic overpressure relief and safety interlock device (to prevent reaction loss of control), supporting inert gas (nitrogen/argon) protection (suitable for flammable, explosive, and easily oxidizable systems).
Material and compatibility
Reaction tank: 316L stainless steel (corrosion-resistant, suitable for most chemical media) or jacketed glass (transparent and visible, suitable for observing the reaction process during the research and development stage) is preferred; PTFE/TFM lining should be selected for strong corrosive systems such as strong acids and strong alkalis.
Ultrasonic transducer: It needs to be matched with the reaction medium (if it contains halogen solvents, a titanium alloy transducer should be selected to avoid corrosion failure)

Basic functional configuration
Required functions: Program temperature/pressure control (supporting multiple reaction curves, suitable for complex synthesis processes), real-time monitoring (recording temperature, pressure, ultrasound power data for process optimization).
Optional features: ultrasound+microwave synergy (improving reaction efficiency by 30% -50%, suitable for rapid synthesis and nanomaterial preparation), online analysis interface (integrating pH and concentration sensors to achieve real-time monitoring of reaction progress).
Scalability and Automation
Support CIP online cleaning (reducing downtime and adapting to continuous production needs), PLC automation control (interfacing with MES system to achieve process parameter standardization and data traceability.
Reserved modular interfaces (can be further expanded with pre-processing and post-processing units to meet the requirements of pilot scale amplification)
Safety and Compliance (Essential for Chemical Production)
security configuration
Essential: explosion-proof chamber, microwave leakage protection (if it is an ultrasonic microwave collaborative equipment), anti dry burning/overheating shutdown, leakage protection device.
High risk scenarios: Flammable and explosive media require dual redundant safety systems (pressure and temperature dual interlocking), while highly corrosive media require fully sealed tanks and corrosion-resistant seals.
Qualification Certification
Basic certifications: ISO9001 (Quality System), CE certification (EU Market Access), etc
Industry certification: Pharmaceutical/food scenarios must comply with GMP/FDA standards
Differentiated selection suggestions for different scenarios
Organic synthesis acceleration: improved reaction rate, optimized yield, precise temperature control, ultrasound+microwave synergy, real-time monitoring
Preparation of nanomaterials: particle size uniformity, dispersion stability, frequency (40-80kHz), power density (5-10W/L), amplitude control
Polymer polymerization: viscosity adaptation, reaction uniformity, power (3-5 kW), jacket circulation system, explosion-proof configuration
Catalyst activation/regeneration: cavitation intensity, energy consumption control, frequency (20-30kHz), cavitation intensity (≥ 500kPa), waste heat recovery
Thermally sensitive reaction: low temperature efficiency, component retention, temperature control accuracy (± 1 ℃), adjustable ultrasonic power (to avoid local overheating)
Application area: Segmented scene coverage of chemical synthesis
The 100L ultrasonic reactor covers the entire chain from research and development to industrial production in chemical synthesis, with the following core scenarios:
1. Organic synthesis acceleration - esterification, amidation, Diels Alder cycloaddition and other reactions;
-Case: A pharmaceutical company used a 100L ultrasonic reactor to shorten the synthesis cycle of an intermediate from 12 hours to 2 hours, resulting in a 15% increase in yield and a reduction in R&D cycle, as well as a decrease in trial and error costs, to meet the requirements of GMP pilot scale up.
2. Preparation of nanomaterials - metal/oxide nanoparticles (gold, silver, titanium dioxide);
-Case: A new material company used an ultrasonic reactor to prepare titanium dioxide with a particle size of 50nm ± 5nm. The dispersion stability was improved by three times to achieve precise particle size control, avoid agglomeration, and meet the high-precision requirements of fields such as electronics, catalysis, and medicine.
3. Polymer polymerization - lotion polymerization, suspension polymerization (such as acrylate, polyurethane);
-Case: The particle size distribution of the lotion prepared by an ultrasonic reactor in a coating enterprise was reduced from PDI=0.3 to 0.15, the film forming property was increased by 20%, the polymerization uniformity was improved, the side reaction was reduced, and it was suitable for the production needs of high-performance coatings and adhesives.
4. Catalyst activation/regeneration - dispersion activation of supported catalysts (Pt/Al ₂ O3, Pd/C);
-Case: A chemical enterprise used an ultrasonic reactor to regenerate deactivated catalysts, achieving a 90% recovery rate and a 40% cost reduction to improve catalyst utilization, reduce precious metal consumption, and adapt to continuous production scenarios.
5. Heat sensitive reactions - synthesis of vitamins, antibiotics, and enzyme preparations;
-Case: A biopharmaceutical company used an ultrasonic reactor to complete the synthesis of an antibiotic at 30 ℃, with an active ingredient retention rate of 98% (traditional processes only have 85%). The low-temperature and efficient reaction protects the activity of thermosensitive ingredients and meets the strict quality requirements of the pharmaceutical and food industries.
6. Green chemistry - aqueous synthesis, solvent-free reaction, CO ₂ fixation;
-Case: A certain environmental protection enterprise used an ultrasonic reactor to achieve highly selective polymerization of CO ₂ and epoxides, reducing energy consumption by 35%, reducing the use of organic solvents, lowering VOCs emissions, and adapting to the green manufacturing needs in the context of carbon neutrality.






Consultation