









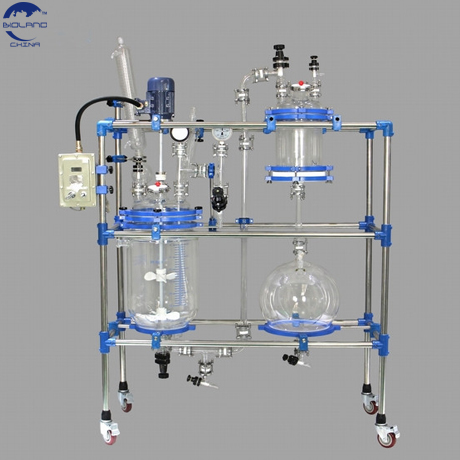
50L Chemical Nutsche Filter Reactor
Chemical Nutsche Filter Reactor
Chemical Nutsche Filter Reactor
Product Detail
Nutsche Filter is an indispensable equipment in industries such as chemical, pharmaceutical, and food processing. Today, we will delve into the characteristics, working principles, application areas, and importance of this type of filter in modern industry.
Nutsche Filter is a multifunctional filtering device commonly used in solid-liquid separation processes. It consists of a cylindrical container with a filtering medium (such as filter cloth or filter plate) at the bottom and a movable lid at the top. The design of this device allows it to perform both filtering and washing operations, greatly improving production efficiency
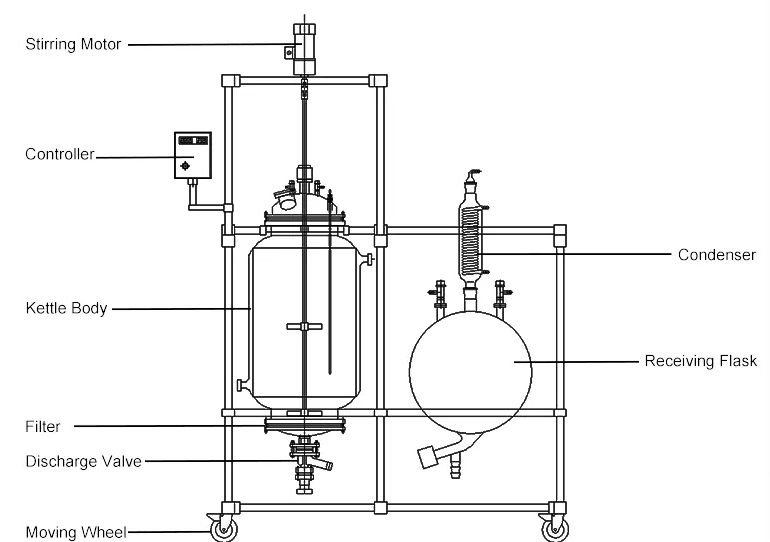
Filtration Glass Reactors combine the functions of a reactor and a filter in one unit. One or more steps (e.g. filtration after completion of reaction) are completed in the same vessel, thus reducing the deviation of material measurement and the number of transfers. Mainly used for material reaction and solid-liquid separation, optional collection tank can quickly separate filtrate through negative pressure, commonly used in drug synthesis, fine chemicals, new material synthesis, biopharmaceuticals, peptide synthesis and other industries.
1.The glass components are made of G3.3 borosilicate glass with good chemical and physical properties, such as: corrosion resistance and heat resistance.
2.Routinely applicable temperature range: high temperature experiment (maximum temperature is 200℃), low temperature experiment (minimum temperature is -80℃).
3.Frequency conversion speed control, gear motor, constant adjustable speed, low noise, strong torque, safe and stable.
3.Frequency conversion speed control, gear motor, constant adjustable speed, low noise, strong torque, safe and stable.
4.PTFE paddles for stirring and mixing of low to high viscosity liquids(stirring paddle type selectable).
5.PTFE stirring paddle, suitable for stirring and mixing of low to high viscosity liquids. At the same time, you can choose different types of stirring paddles (anchor, paddle, frame and other mixing blades).
6.Other functional devices (explosion-proof device, PH monitoring, ultrasonic device, etc.) can be extended and customized according to specific needs.

Nutsche Filter Reactor in Chemical Industry
1、 Equipment definition and core functionsTheNutsche Filter Reactor is a multifunctional chemical equipment that integrates reaction, filtration, and drying. It is mainly used for solid-liquid separation and crystal washing, and is widely used in industries such as pharmaceuticals, chemicals, and food. Its core function is to complete multi-step operations such as chemical reactions, crystal filtration, impurity washing, and product drying in a closed system, achieving continuous and efficient production processes.

Core Features
1. Multi functional integration: Crystallization, reaction, solid-liquid separation, washing and other processes can be completed in the same device, reducing material transfer losses and pollution risks
2. Mixing function: Equipped with a mixing device to ensure uniform mixing and efficient filtration of materials
3. Diverse materials: Stainless steel (SS304/316L), glass lining, PTFE coating and other materials can be selected to adapt to different corrosive media
4. Filter base: PTFE sand core filter plates are commonly used, which are easy to disassemble, have high cleanliness, can be reused, and reduce batch replacement costs.
5. Vacuum system: Solid liquid separation is achieved through a vacuum pump, with high filtration efficiency and reduced solvent evaporation, ensuring operational safety.
6. Multi functional integration: One device can complete multiple processes such as reaction, filtration, and stirring, reducing equipment investment and operational steps

Typical application scenarios
Pharmaceutical industry: used for crystallization, filtration, and drying of antibiotics, vitamins, and other drugs, meeting GMP production standards.
Chemical production: suitable for solid-liquid separation and purification of products such as dyes, catalysts, and polymer materials.
Food processing: used for filtering and drying sugars, dairy products, etc., to ensure product hygiene and quality
All contact parts are inert and hence allow the same equipment to be used with a wide range of chemicals and solvents . Appropriate filter is used to separate the solid particles of the slurry forming a filtered board. The filtrate drains to the bottom and can be collected from the bottom outlet valve . The filter cake can be easily removed from the bottom to wash PTFE filter.
It's widely used in pharmaceutical and chemical industries, especially in drug synthesis, fine chemical industry, petrochemical process, new material synthesis, concentration, crystallization and other experiments.






Consultation