










crystallization organic chemistry lab reactor
crystallization organic chemistry lab reactor,crystallization pharmaceutical engineering reactor
crystallization organic chemistry lab reactor ,organic chemistry crystallization reactor
Product Detail
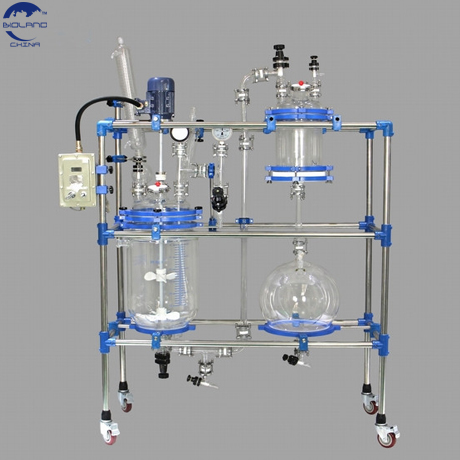
The crystallization organic chemistry lab reactor is vacuum filtered, and can also be used for concentration, distillation, extraction, crystallization and other reactions. It is commonly used in biopharmaceuticals, peptide synthesis, scientific research experiments, and is an ideal instrument for small-scale and pilot-scale production.
All contact parts are inert and hence allow the same equipment to be used with a wide range of chemicals and solvents . Appropriate filter is used to separate the solid particles of the slurry forming a filtered board. The filtrate drains to the bottom and can be collected from the bottom outlet valve . The filter cake can be easily removed from the bottom to wash PTFE filter.
It’s widely used in pharmaceutical and chemical industries, especially in drug synthesis, fine chemical industry, petrochemical process, new material synthesis, concentration, crystallization and other experiments.
The crystallization filter reactor is s a commonly used biochemical instrument, which combines the functions of the reactor and the filter. It suitable for the chemical reaction and physical process under the synthesis, catalysis or other solid liquid of the laboratory / factory, so that one or more steps can be carried out in the same kettle (such as filtration after the completion of the reaction), thus reducing the drift of material measurement and reducing the transfer times of the reaction substrate. It is used in such fields as pharmaceuticals, peptide synthesis, tobacco research and so on.

working principle
The crystallization reactor operates based on the principle of supersaturation control and achieves crystal growth through the following methods:
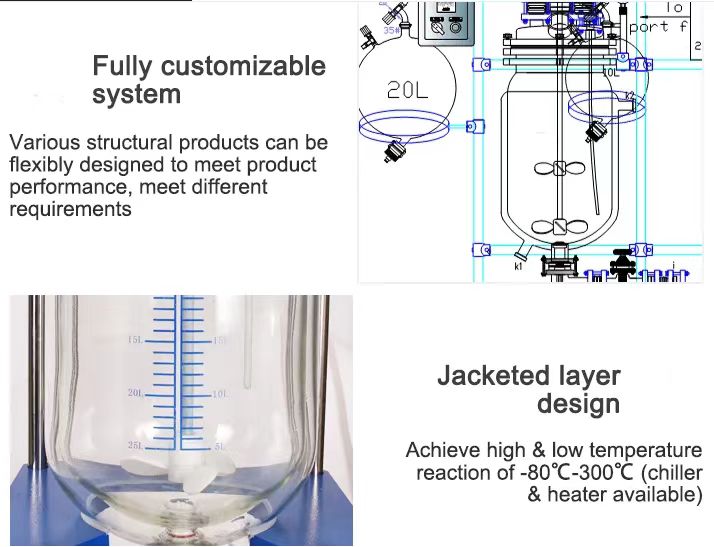
Temperature-controlled crystallization: By circulating heating/cooling media through the jacket, the solution temperature is regulated to achieve supersaturation of the solute, thereby inducing crystal precipitation
Solvent evaporation crystallization: The concentration of the solution is increased by vacuum distillation or heating to evaporate the solvent, thereby promoting crystallization
Antisolvent crystallization: Adding a poor solvent to reduce solubility and induce crystal precipitation
Key parameters:
Temperature range: -40℃ to 200℃ (requires a cold and heat source circulation device)
Pressure range: vacuum to atmospheric or pressurized
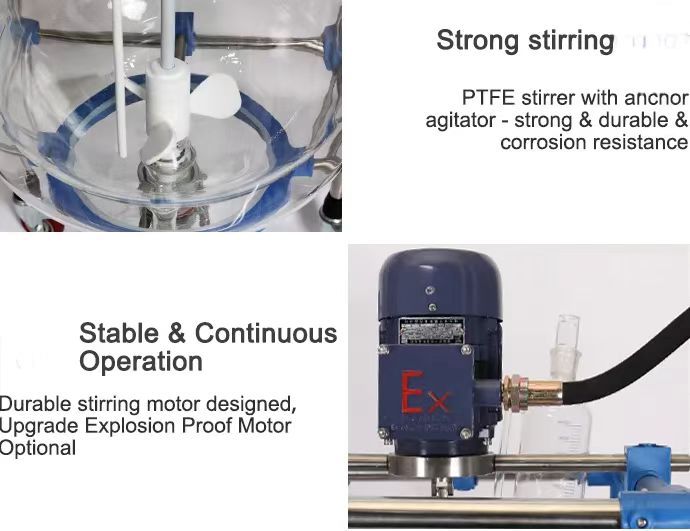
Stirring speed: 0-2800 r/min adjustable
Feature
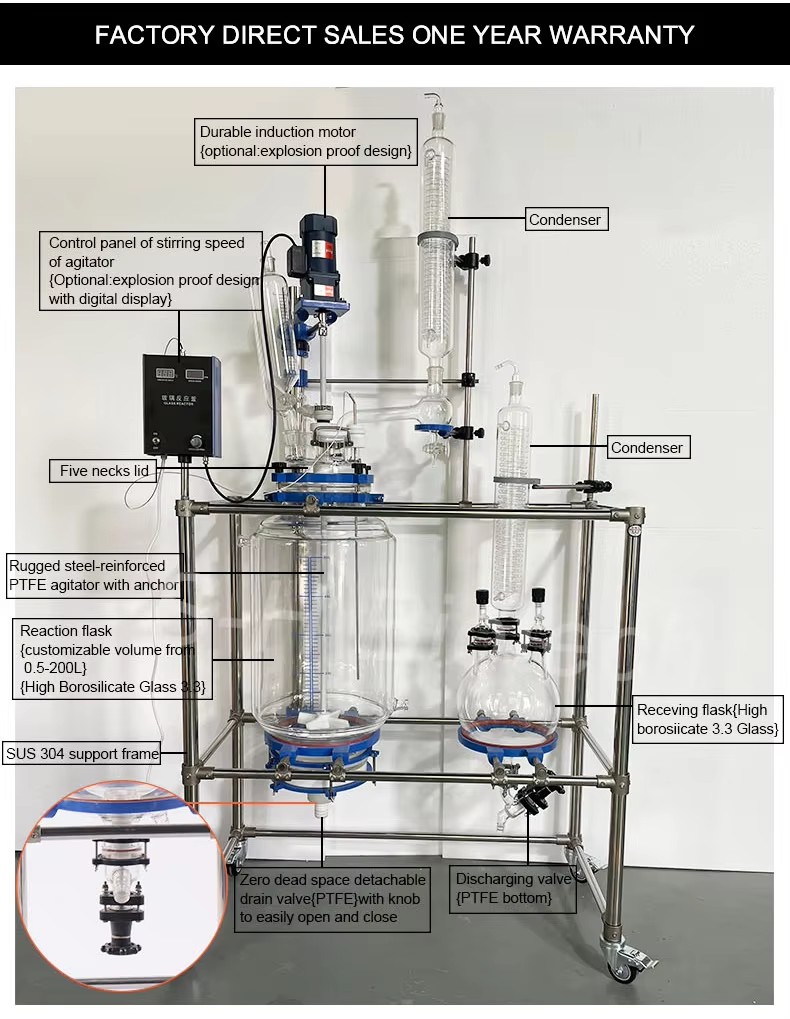
1. The controller box is imported and easy to operate, digital display speed and temperature
2. Option filter plate, pore size from 0.1 to 200μm
3. All glass is GG17 borosilicate glass
4. Filter board can easy removeable
5. PTFE paddle or glass paddle for clients’ option
6. PTFE bottom value with no dead angle design
7. PTFE discharge valve, discharge completely and quickly, no leak/pollution to the solvent.
8. PTFE and special rubber compound seal, can withstand different solvents and maintain high vacuum degree.
9. Stainless steel bracket system, easy to disassemble
10. Customized service according to customers' needs
Pharmaceutical industry: raw material purification, intermediate crystallization, chiral drug separation
Fine chemical industry: crystallization of dyes, pigments, pesticide intermediates
Food industry: Purification of sugars, amino acids, and vitamin crystals
New Materials: Organic Optoelectronic Materials, Crystallization Research of Polymer Materials
Research Institute: Research on Crystal Growth Mechanism, Process Development, and Pilot Scale up
Environmental protection field: recycling of valuable substances from wastewater, salt crystallization
Typical application scenarios:
Purification and Separation of Organic Synthesis Products
Preparation of high-purity chemicals (over 99%)
Research on Crystal Morphology and Particle Size Control
Development and optimization of crystallization process
Scaling up validation from small-scale to pilot scale

Customer Case
Our laboratory instruments and equipment are used in many scientific laboratories, scientific research institutions, universities, hospitals, centers for disease control and other institutions, and are combined with many well-known biopharmaceuticals, new energy, electronics companies, food processing, environmental protection, etc. Enterprise cooperation, our stable and reliable products are exported to more than 120 countries around the world, and have been highly recognized by them, believe BIOLAND INSTRUMENT, we grow together!






Consultation