









batch chemical filter reactor
batch chemical filter reactor,liquid chemical filters reactor
batch chemical filter reactor,chemglass filter reactor,Crystallization filter reactor
Product Detail
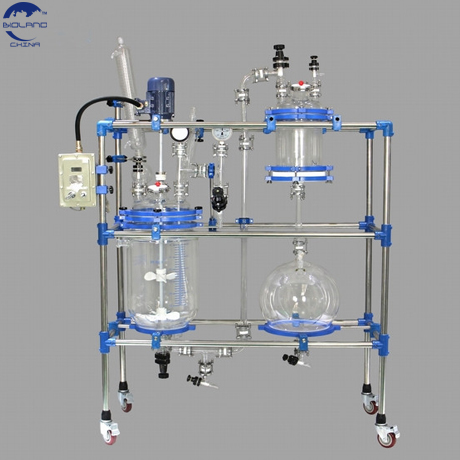
The batch chemical filter reactor is a key equipment that connects laboratory small-scale testing and industrial production. It is designed specifically for peptide drug research and development, fine chemical engineering, and other fields. Through the "reaction filtration integration" design, it solves the problems of low solid-liquid separation efficiency and high risk of cross contamination, covering the entire cycle of "small-scale trial production".
principles and structure
Working principle: Integrating the entire process of "reaction filtration cleaning", precise reaction (-20 ℃~120 ℃) is achieved through jacket temperature control. The electric lifting device is combined with vacuum filtration to quickly separate solid and liquid (filtration efficiency ≥ 95%), reducing transfer losses and pollution risks.
Core structure: high borosilicate glass kettle body (corrosion-resistant, transparent and visible), jacket temperature control system (accuracy ± 0.1 ℃), electric lifting device (one click lifting filter bottom plate), PTFE filter bottom plate (corrosion-resistant and easy to clean), vacuum filtration interface (filtration speed increased by 3-5 times), double-layer glass stirring blade (uniform mixing of reactants).
You can refer the chemical glass reactors video:https://youtu.be/GsYjJSPptf8

The pilot batch chemical filter reactor is a multifunctional reaction equipment designed specifically for laboratory small-scale to pilot scale stages. It integrates reaction and filtration functions and is suitable for scenarios that require efficient recovery. The following is a detailed introduction about the pilot filtration type glass reactor:
1. Technical parametersCapacity: Usually available in specifications such as 10L, 20L, 30L, 50L, 100L, etc.
Material: Made of high borosilicate glass, with good physical and chemical properties, corrosion resistance, and high transparency.
Function: Integrate reaction and filtration, reduce experimental steps, and improve efficiency.
Automation level: Supports manual lifting operation, making it easy to clean and replace filter materials.
Temperature control: Equipped with a jacket, it can achieve precise temperature control.
2. Application scenarios
Laboratory trial: Suitable for peptide synthesis from milligrams to grams, supporting rapid iteration and micro synthesis.
Preclinical studies: Suitable for the preparation of active pharmaceutical ingredients ranging from grams to tens of grams, meeting the requirements before IND application.
Industrial production: suitable for the production of peptide drugs ranging from hundreds of grams to tons, supporting large-scale synthesis.
3. Selection Guide
Laboratory trial stage: Choose an intelligent miniature solid-phase synthesizer or a small double-layer reactor, focusing on reaction capacity, automation level, and material.
Preclinical research stage: Choose a continuous flow solid-phase synthesis reactor or a lifting rotating integrated solid-phase synthesis kettle, focusing on reaction capacity and functional expansion.
Industrial production stage: Choose a large-scale continuous flow solid-phase synthesis production line or modular reaction system, considering production capacity and GMP compliance.
4. Industry application cases
Research field: The Yao Zhujun/Liu Fa team at Nanjing University used immobilized molecular reactors (RMMRs) to achieve efficient synthesis of complex peptides.
Preclinical study: The prototype of hydraulic controlled continuous flow solid-phase synthesis (CF-SPPS) developed by PharmarStone Technology in collaboration with the Merck team supports rapid delivery of multi gram peptides.
Commercial production: Asahi imported pilot filtration reactors are widely used in peptide drug research and development, providing efficient recycling solutions.
5. Future Trends
Intelligence: Integrating AI algorithms to automatically optimize reaction parameters through real-time monitoring of data.
Greening: The solvent circulation system and waste liquid treatment module have become standard equipment, meeting environmental protection requirements.
Customization: Supports personalized needs such as N-methylation, cyclization, and introduction of non natural amino acids, and adapts to specific drug development.
The pilot Plant batch chemical filter reactor is a key equipment connecting laboratory small-scale testing and industrial production, designed specifically for peptide drug research and development, fine chemical industry, and other fields. Through the "reaction filtration integration" design, it solves the problems of low solid-liquid separation efficiency and high risk of cross contamination. The following is a comprehensive analysis from principles, structures, advantages to applications:
Working principle
The core logic is the integration of reaction and filtration, which achieves solid-liquid separation through mechanical lifting and avoids the pollution risk of traditional multi-step operations of reaction transfer filtration
Reaction stage: Peptide synthesis is completed in a glass kettle (such as solid-phase synthesis, liquid-phase coupling), and the jacket temperature control system precisely adjusts the reaction temperature (adjustable from -20 ℃ to 120 ℃) to adapt to the temperature sensitive characteristics of peptide synthesis (such as Fmoc deprotection requiring room temperature of -40 ℃).
Filtration stage: Using an electric lifting device, the PTFE filter bottom plate at the bottom of the kettle is lifted to the kettle mouth. Vacuum filtration or gravity filtration is used to quickly separate the solid phase (resin/reaction product) from the liquid phase (solvent/by-product), with a filtration efficiency of ≥ 95%.
Cleaning/drying stage: After filtration, washing solvents (such as DCM, ether) can be directly added to the kettle to clean the solid phase, or low-temperature drying of the solid phase can be achieved through rotary drying function (some high-end models) to reduce transfer losses.
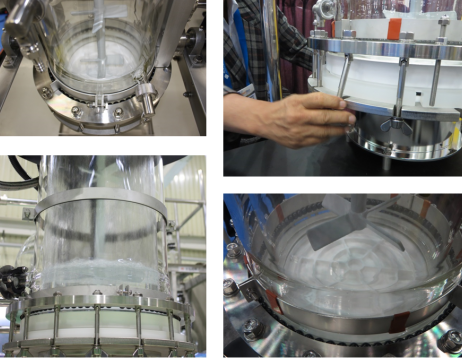
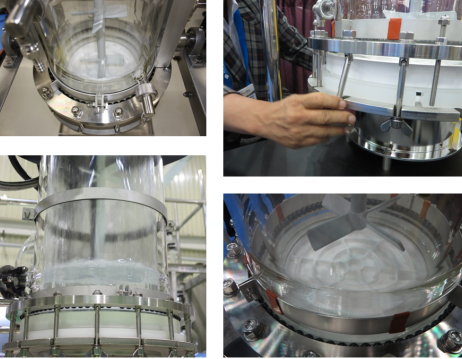
structural composition
The equipment adopts modular design, and each component cooperates to achieve full process automation of "reaction filtration cleaning":
High borosilicate glass kettle body: transparent and visible, corrosion-resistant (suitable for organic solvents such as DMF and DCM), can withstand a temperature range of -80 ℃ to 200 ℃, and supports a pilot scale of 10L-100L.
Jacket temperature control system: Built in circulating cooling/heating jacket, temperature control accuracy ± 0.1 ℃, supports programmed heating/cooling, and adapts to the complex temperature control requirements of peptide synthesis (such as gradient heating coupling).
Electric lifting device: driven by a DC brushless motor, supporting one key lifting of the filter base plate to avoid manual operation errors and reduce the risk of cross contamination.
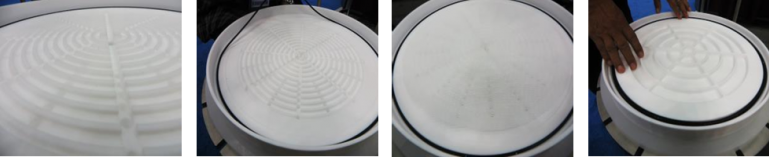
PTFE filter bottom plate: made of perfluorinated material, corrosion-resistant and easy to clean, with customizable pore size (10-100 μ m), suitable for solid phases of different particle sizes (such as resin particles and peptide precipitates).
Vacuum filtration interface: Integrated vacuum pipeline, supports rapid filtration, with a filtration speed 3-5 times faster than gravity filtration, shortening solid-liquid separation time.
Mixing system: Double layer glass mixing blade (PTFE coating) with adjustable speed of 100-1300rpm, ensuring uniform mixing of reactants and avoiding local overheating or side reactions.
features and advantages:
1) Material part: No sealant, no pollution, fully PTFE design
2) Upward loading valve, reducing the volume of liquid accumulation under the filter plate
3) Sealed structure: Unique structure that is not afraid of high and low temperature changes
4) Membrane fixation method: No need to tighten PTFE pressure ring, can be quickly replaced within 20 seconds
5) Filtrate collection: Connect PFA tubing to filtrate receiving bottle
6) Quick release fixture design: mirror polished SUS304 stainless steel&quick release folding fixture, one hand can quickly complete disassembly and assembly
Core selling point advantages
Compared to traditional reaction vessels or stepwise filtration equipment, the pilot filtration type glass reaction vessel has significant advantages in efficiency, cost, and compliance:
Efficiency improvement: Shorten R&D cycle by 30% -50%
Integrated design reduces the steps of "reaction transfer filtration" and shortens the synthesis time of a single batch of peptides from traditional 3-5 days to 1-2 days;
Vacuum filtration and electric lifting have shortened the solid-liquid separation time from 2-3 hours to within 30 minutes, significantly improving the efficiency of the pilot scale.
Cost reduction: Reduce raw material loss and environmental expenses
Solid liquid separation is completed in the kettle to avoid peptide adsorption loss during the transfer process (traditional transfer loss is about 5% -10%, integrated design loss ≤ 2%);
The solvent can be recycled (such as DMF, DCM), reducing single batch solvent consumption by 40% and lowering environmental treatment costs.
Compliance: Adapt to GMP production requirements
All glass/all PTFE material, no dead corners design, easy to clean, no residue, in compliance with GMP standards for preclinical research and commercial production;
Support sterile operations (can be paired with sterile filtration modules) to meet the production requirements of injection grade peptide drugs.
Flexibility: Covering the entire cycle of "small trial pilot production"
The capacity of 10L-100L can cover the full scenario requirements from laboratory small-scale testing (100ml-500ml) to pilot scale testing (10L-100L). After modification, the equipment can be directly used for industrial production, avoiding duplicate investment.
Core application areas
Peptide drug development (core scenario)
Solid phase peptide synthesis (SPPS): used for the gram to ten gram level synthesis of large molecular peptides such as GLP-1/GIP receptor agonists (such as tilpotide, semaglutide), PCSK9 inhibitors, etc;
Complex peptide modification: supports customized modifications such as N-methylation, cyclic structure construction, and introduction of non natural amino acids to meet the stability requirements of oral peptide drugs;
Synthesis of spatially hindered peptides: Through the use of immobilized molecular reactors (RMMRs) module, the complex peptide synthesis problem containing N-methylated, α, α - disubstituted amino acids is solved (crude product purity ≥ 88%).
Fine Chemicals and New Materials
Nanomaterial synthesis: liquid-phase reduction and filtration separation of graphene and carbon nanotubes;
Catalyst recycling: The reuse of solid catalysts in organic synthesis to reduce production costs.
Biomedical and Scientific Research
Purification of antibody drug fragments: Separate antibody fragments from the reaction solution, remove unreacted raw materials and by-products;
Research and development of nucleic acid drugs: solid-phase synthesis and purification of siRNA and mRNA, supporting pilot testing of gene therapy drugs.
Food and cosmetics
Functional peptide extraction: Extract antioxidant and anti-aging peptides from plant/animal materials, and purify them through filtration and separation;
Synthesis of active ingredients in cosmetics: laboratory development and pilot scale-up of peptide anti wrinkle ingredients.

Do you need to know the details of the solid-phase synthesis process reactor or filter reactor for a specific type of peptide (such as cyclic peptides), or compare the cost-effectiveness of different devices? Please contact our engineers promptly via email info@bioland-china.com





Consultation